Top 5 Technologies Driving Efficiency in Modern Manufacturing
Manufacturing in America is under real pressure right now. Labor costs keep climbing, lead times are shrinking, and customers don’t care about your supply chain problems. Factories that ran on gut instinct and tribal knowledge for decades are finding out that approach doesn’t scale. This article breaks down five technologies showing up consistently in plants that are actually hitting their numbers — not just piloting things forever and calling it progress.
The Current State of the Market: What’s Actually Being Built and Tested
Walk through a Tier 1 automotive supplier in Ohio or a semiconductor packaging plant in Arizona and the changes are visible before anyone says a word. Sensors on machines that haven’t been replaced since 2009. Cobot arms running next to workers on the line. Live OEE dashboards replacing whiteboards with yesterday’s numbers.
It’s not just traditional manufacturing moving this way. Companies specializing in renewable energy software development face the same operational data challenges as any factory floor — asset tracking, predictive maintenance, compliance reporting — and the platform architectures built for industrial environments are crossing sectors fast.
At CES 2024, Figure AI and Agility Robotics both demonstrated humanoid robot prototypes explicitly targeting factory floor tasks — not warehouses, factories. Mass deployment is still a few years out, but the pilots are underway. NVIDIA’s Isaac platform for industrial robotics simulation has gained real traction in automotive manufacturing.
Now for the five technologies that are delivering measurable results today.
1. Artificial Intelligence and Machine Learning
AI in manufacturing used to mean a dashboard showing last week’s defect rate. That’s not what it means anymore.
Today’s deployments are making real-time decisions — adjusting machine parameters mid-run, rerouting production workflows around a bottleneck, flagging bearing wear before a supervisor notices anything off. The gap between “AI as reporting tool” and “AI as operational layer” is closing fast.
The most concrete application right now is predictive maintenance. Siemens MindSphere and PTC’s ThingWorx both offer AI-driven modules that analyze vibration signatures, temperature trends, and electrical consumption from rotating equipment. When the model detects early-stage bearing failure, it alerts maintenance — sometimes four or five days before the physical breakdown would occur. That’s the difference between a planned 4-hour maintenance window and an unplanned 36-hour production halt. Anyone who’s managed a plant knows those two scenarios aren’t comparable.
The Part Nobody Loves Talking About
AI needs data. Good, clean, structured data. And most manufacturing facilities — honestly — don’t have it. Legacy equipment from the early 2000s doesn’t emit telemetry natively. A CNC machine from 1998 doesn’t have an API.
That’s why a significant chunk of AI implementation budget goes to retrofitting sensors and building data pipelines before a single algorithm runs. Companies like Augury specialize in this: bolt-on vibration sensors that turn dumb equipment into data sources. Unglamorous work. Essential work.
2. Industrial IoT (IIoT) — The Infrastructure Layer Everything Else Depends On
IIoT is the nervous system of the modern plant. Without sensors collecting real-time data from machines, conveyors, energy meters, and environmental monitors, there’s no foundation for AI, no basis for digital twins, no operational visibility worth having.
The scale is already massive — around 17–18 billion IoT devices are in use today, and that number keeps growing steadily. Projections suggest it could reach nearly 20 billion soon and double to over 40 billion by the next decade.
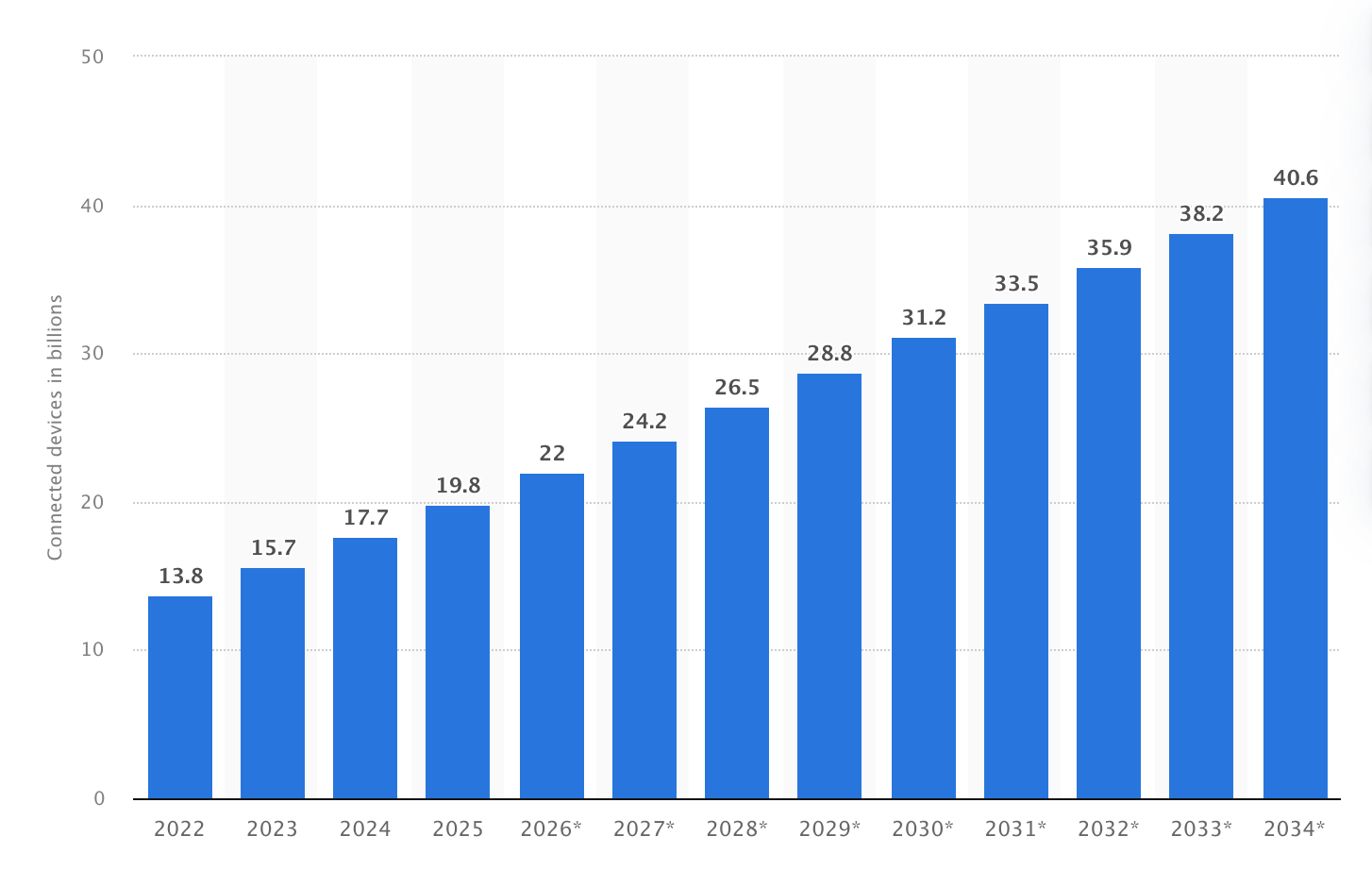
* is the forecasted number of IoT-connected devices.
Source: Statista
This kind of growth isn’t theoretical — it reflects how deeply IoT is already embedded across industries and everyday life.
The Protocol Problem
IIoT infrastructure is messy. Brownfield factories run a mix of OPC-UA, MQTT, Modbus, PROFINET, EtherNet/IP, and proprietary protocols from forty different equipment vendors installed across thirty years. Getting all of that talking to a unified data platform is a legitimate systems integration challenge.
That’s why middleware companies like Kepware (now PTC), Litmus Automation, and Inductive Automation exist. Without them, IIoT pilots stall at three machines and never scale. Getting the integration layer right is often more important than picking the “best” analytics platform.
3. Digital Twins — More Than a 3D Model

A digital twin is not a 3D model of your factory. That’s a CAD file. A real digital twin is a live, data-connected virtual replica that mirrors physical asset state continuously. When a conveyor slows by 2%, the twin reflects it. When a paint booth temperature spikes, the twin logs it.
The distinction matters because “digital twin” has become a marketing term attached to everything from simple dashboards to genuinely sophisticated simulation environments. The real implementations — Siemens Tecnomatix, Ansys Twin Builder, NVIDIA Omniverse — are computationally demanding and genuinely useful when done right.
What They’re Actually Being Used For
Simulation before physical change. Before a manufacturer reconfigures a production line — adding a workstation, adjusting a conveyor speed, introducing a new product variant — they can run the change through the twin first. BMW uses this approach at their Munich plant for every significant production change.
Remote monitoring. Plant managers can monitor real-time equipment performance using the twin as a visual interface. During COVID-era travel restrictions, this capability went from nice-to-have to operationally critical overnight.
Operator training. New hires train on the virtual environment before touching real machinery. No scrap generated, no safety risk, no downtime consumed. Particularly valuable for complex or hazardous processes.
Benefits manufacturers are consistently reporting:
- Reduction in time-to-market for new product introductions (fewer physical validation iterations needed).
- Reduction in unplanned downtime when twins are integrated with predictive analytics.
- Faster regulatory compliance documentation — the twin maintains an immutable log of every operating parameter and every change made.
4. Collaborative Robots (Cobots)
Traditional industrial robots — the large, caged units from FANUC, KUKA, and ABB — are fast and precise. They’re also inflexible. Reprogramming for a new task takes days. They require safety perimeters that consume floor space. They weren’t designed to work alongside humans.

Cobots are a different category entirely. Universal Robots kickstarted the category with the UR5, and today models like ABB’s GoFa, FANUC’s CRX, and Yaskawa Electric’s HC10 — along with newer players like Doosan Robotics and Techman Robot — can safely work alongside people and even use AI vision to handle less structured tasks.
Where They’re Delivering Real ROI
The applications that have proven out most clearly:
- Machine tending — repetitive loading/unloading work that’s hard to staff and prone to strain injuries.
- Torque-controlled assembly — precise, consistent fastening every cycle, without fatigue.
- Inspection tasks — moving a camera or measurement sensor through a defined inspection path with precision and repeatability
- End-of-line palletizing — one of the most physically demanding jobs in any plant, and one of the clearest cobot ROI cases
A UR10e runs approximately $44,000–$60,000 for the arm alone, plus integration costs.

At a U.S. manufacturing labor rate of $22–$28/hour, a cobot working two shifts pays back in under 18 months in many applications. That calculation has gotten easier to make every year as cobot prices have dropped and labor costs have risen.
5. Additive Manufacturing — Industrial 3D Printing Grows Up
For years, additive manufacturing in production environments meant one thing: design prototyping. Print a concept model, evaluate geometry, hand off to conventional manufacturing for actual parts. That workflow still exists. It’s just no longer the whole picture.
Industrial additive manufacturing — from metal powder bed fusion to binder jetting and directed energy deposition — is already producing real end-use parts. GE Aviation prints fuel nozzles for the CFM LEAP engine as a single piece instead of 20 separate components, while Airbus uses printed titanium brackets in the Airbus A350. These aren’t prototypes — they’re certified, flying hardware.

Optimized bracket (Image credit: Liebherr)
Why the Economics Shifted
Two things changed. First, the machines got better — systems from EOS, Trumpf, Desktop Metal, and Markforged improved dramatically in build speed, material consistency, and repeatable dimensional accuracy over the past five years. Second, the economics of competing processes changed.
When a machined titanium bracket requires 8 hours of CNC time and generates 70% material waste (titanium is expensive to lose), and the printed version takes 4 hours with 5% waste, the math starts working even at higher per-machine cost.
Current industrial applications with proven economics:
- On-demand spare parts — instead of maintaining physical inventory of rarely needed replacement components, manufacturers print on request. Siemens Energy and MAN Energy Solutions both operate on-demand spare parts programs using additive manufacturing, reducing obsolete inventory costs significantly
- Tooling and fixtures — custom jigs, holding fixtures, and assembly aids printed in carbon fiber composite or metal, often delivered in 24–48 hours versus 3–6 weeks for machined alternatives
- Complex end-use components — heat exchangers with internal lattice geometries, brackets with topology-optimized structures, housings with integrated channels — geometries that are impossible or uneconomical to machine
The Honest Limitations
Additive manufacturing is not replacing high-volume machining. A CNC press stamping out 10,000 aluminum brackets per month will always beat a metal printer on unit cost at that volume. The sweet spot is low-volume, high-complexity, high-value components — which is exactly where aerospace, defense, and medical device manufacturing operate.
For industrial manufacturers outside those verticals, tooling and spare parts are typically where the ROI case is strongest.
Why These Five Work Better Together Than Separately
Here’s what’s actually interesting: these technologies aren’t independent tools that you evaluate and deploy in isolation. They reinforce each other in compounding ways.
IIoT sensors generate the data that AI models train on. AI models inform the behavior of digital twins. Digital twins validate cobot programming before physical deployment. Additive manufacturing produces the custom tooling and end-effectors that cobots use. The whole system generates operational data that feeds back into AI-driven optimization. Round and round.
Johnson Controls, Honeywell, and Rockwell Automation are all building integrated platform offerings that connect these layers. The manufacturers seeing the largest efficiency gains aren’t running five separate technology pilots — they’re building one connected operational system that uses all five as components.
Bottom Line
Efficiency in manufacturing doesn’t come from picking the right technology. It comes from implementing the right combination of technologies correctly and actually measuring the results honestly — not running a pilot for three years and calling it progress.
The five covered here are mature enough to deploy at scale, proven enough to justify the investment, and interconnected enough to compound returns when used as a system rather than a collection of separate initiatives.
The facilities winning right now aren’t necessarily the ones with the most advanced technology. They’re the ones that picked two or three of these, implemented them properly, measured the outcomes, and built from there. That’s a less exciting headline. It’s also how this actually works.
About Anastasiia Pastukh

Anastasiia Pastukh is an IT writer covering industrial technologies, software solutions, and operational efficiency. She writes about how digital tools and engineering practices improve processes in manufacturing and other technical industries.

